


New Zealand milk powder "smart manufacturing" password: analysis of the entire production line from pasture to canning
The New Zealand milk powder industry is renowned for its "farm to canning" integration, high automation, and cleanliness standards close to pharmaceutical grade. Its milk powder production line equipment configuration has become a global high-end benchmark. From the perspective of industry technological evolution, the typical equipment composition and functions of New Zealand milk powder factories are summarized as follows:
1. Milk collection and pretreatment stage
Vacuum milk collection system: After the milk tanker is docked, the raw milk is unloaded into * * Milk Silo * * (150-300 tons per bottle) at 4 ℃ through a vacuum pump, and the entire process is sealed and oxygen proof.
-Plate cooler+online sterilization centrifugation: Reduce the milk temperature to ≤ 4 ℃ within 30 seconds, continuously remove somatic cells and psychrophilic bacteria, and extend the storage window of raw milk.
-Standardization Unit: Automatically add cream or skim milk to lock the fat/protein ratio to the formula target; Online NIR monitoring with an error of ≤ 0.05%.
2. Hot processing and concentration section
-Multi effect falling film evaporator (MVR/TVR): Newly built factories in New Zealand commonly use mechanical vapor recompression (MVR) technology, which consumes only 0.12 tons of steam to evaporate 1 ton of water, saving 40% energy; Concentrate to 45-52% TS.
-DSI direct steam jet sterilization: Heat up to 95-110 ℃ for 0.3 seconds and maintain for 1-3 seconds, killing spores and protecting whey protein; Coupled with flash evaporation vacuum degassing to remove cooking odors.
High pressure homogenization (40/5 MPa two stages) : prevent fat stratification of concentrated milk during subsequent spray drying, and improve the milk powder preparation.
3. Drying and powder processing section
10 – 12 storey ultra-high spray tower: for example, Synlait P ō keno tower is 45 m high, and the annual output of a single tower is 45000 tons; The tower top dual fluid nozzle+rotary atomizer can be switched, and the particle size can be adjusted to 60-180 μ m when producing base powder or high-fat milk powder.
-Integrated fluidized bed (three-stage): Equipped with a 0.3 second rapid cooling section, the powder surface is vitrified, reducing free fat and improving antioxidant capacity.
-Online moisture/oxygen closed-loop detection: Infrared moisture analyzer and laser oxygen analyzer data are connected to DCS. If the moisture deviation is ± 0.1%, the inlet temperature will be automatically adjusted to ensure that the moisture content of the finished product is ≤ 3.0%.
4. Dry mixing and packaging section
-Weight loss micro feeder: Accurately dry mix vitamins, probiotics, and DHA oil powder in an environment of
Fully automatic robot packing line : ABB/KUKA robotic arm can hold 120 cans/min, and the laser QR code at the bottom of the cans is automatically associated with the box label, achieving full traceability of "one item, one code" throughout the entire process.
-GMP workshop air purification: maintaining a cleanliness level of 100000 and a cleanliness level of 10000 in key filling areas; Personnel need to change clothes and be exposed to air shower twice for entry and exit, which is close to pharmaceutical standards.
5. Energy saving and digitalization
-Mechanical steam recompression+heat pump coupling: The secondary steam in the evaporation section is heated by the compressor to 8-10 ℃ and reused, reducing the energy consumption of the entire line by 35% compared to traditional TVR.
Digital twin platform: real-time simulation of temperature field and powder particle size in spray tower, predictive maintenance of cyclone blockage, and reduction of downtime by 18%.
-Carbon Emissions Monitoring: New Zealand factories are all connected to national level carbon trading interfaces, with a carbon footprint of less than 1.2 kg CO ₂ e per can of milk powder, which is lower than the global average of 1.7 kg.
6. Typical Factory Example
-Synlait P ō keno: Installed approximately 10000 units of equipment in 12 months, with an annual output of 45000 tons of infant base powder and whole milk powder, and a dry mixing capacity of 1 t/h for nutritional ingredients, it is known as the largest turnkey project in New Zealand history by Tetra Pak.
-Yashili Pokeno (now part of a2): 52000 tons of base powder spray tower and 25000 tons of finished product cans, equipped with a 70000 square meter factory area, fully automated robot packaging, and GMP air purification system. It is still regarded as one of the best hardware milk powder factories in New Zealand.
To sum up, the New Zealand milk powder production line has achieved high productivity, low energy consumption and pharmaceutical grade cleanliness through the combination of "high-efficient evaporation+ultra-high spray tower+robot dry mixed packaging+digital twin control", becoming the core manufacturing base of global high-end infant formula milk powder and bulk base powder.
9/5, 2025
High-Pressure Processing: The Cold Revolution Redefining Food Safety and Shelf Life
From cold-pressed juice to ready-to-eat meats, the food sector is rapidly embracing High Pressure Processing of food as the preferred non-thermal alternative to heat pasteurization. A modern HPP juice machine subjects already-sealed bottles to 400–600 MPa of hydrostatic pressure for 1–3 min, rupturing membranes of Salmonella, Listeria and E. coli without exposing the product to elevated temperature . Because water transmits pressure uniformly, vitamins, enzymes and color remain largely intact, allowing brands to deliver “clean-label” beverages that keep 45–60 days under refrigeration—double or triple the life of traditional cold-pressed juice .
Recent equipment trends focus on bigger, faster and smarter systems. The largest commercial vessels now exceed 525 L and can treat roughly 3 000 kg of beverage per hour; modular intensifier blocks allow processors to add pump capacity as demand grows, protecting initial capital . Robotic basket loading/unloading and cloud-based pressure logging reduce direct labor, while in-bulk modules enable continuous treatment of purées or dairy bases, moving HPP from batch to quasi-continuous operation . Hybrid high-pressure thermal processing (HPTP) canisters—slipped inside existing machines—add controlled temperature spikes, pushing the technology toward true ambient shelf stability without the flavor “cook” typical of retorting .
Energy efficiency is also improving: water used as the pressure medium is recycled loop-style, and variable-frequency drives cut power draw during idle cycles. Life-cycle assessments show that extending shelf life by only one week offsets the electricity required for compression, making HPP a net win for carbon and waste metrics . As retailers tighten Listeria rules and consumers demand fresher ingredients, High Pressure Pasteurization has evolved from niche to mainstream; new installations in 2025 are projected to grow 12 % CAGR, with the fastest uptake in functional juices, avocado dips, raw pet food and post-packaged RTE meats. In short, the HPP machine is no longer an experimental add-on—it is becoming the cornerstone unit operation for premium, safety-critical, minimally processed foods.
9/5, 2025

Crystal Control: Where Glass Bioreactor Meets Automated Laboratory Mastery
Introduction to the (BY Glass Bio) series fermentation tank products
Professional grade glass bioreactor series
——Precise control • Stable cultivation • Efficient research and development——
BY-GlassBio series desktop glass bioreactor
High precision, modularity, and scalability
The BY-GlassBio series is a high-performance desktop glass bioreactor designed specifically for microbial fermentation, cell culture, and biotechnology development. Adopting high borosilicate glass tank body and 316L stainless steel components to ensure corrosion resistance, easy cleaning, and compliance with GMP level process standards, suitable for laboratory research and process scaling needs.
Product Application
Microbial cultivation: Escherichia coli, yeast, filamentous fungi, etc
Cell culture: mammalian cells, insect cells, stem cells
Special applications: ADC drug development, mRNA in vitro transcription (IVT), biofuel research
System hardware
Adopting a complete set of imported hardware to ensure stable and reliable equipment performance:
PLC: SIEMENS S-1200 series from Germany
PH: Switzerland METTLER TOLEDO gel electrode
DO: HAMILTON Optical Electrode from Switzerland
Flow meters: American ALICAT mass flow meter/Japanese SMC mass flow meter
Flow meter: Dwyer rotor flow meter from the United States
Core strengths
Single machine independent control: directly control one or two devices through the operation screen
Multi machine centralized management: supports one computer to control multiple devices, parallel and independent control for free switching
• Compatible with mainstream brand electrodes, impellers, and functional modules, worry free upgrade and expansion
Online zoom in and zoom out function, our software comes with online zoom in software, which can be zoomed in through three methods: equal P/V, equal Kla, and equal shear force. Customers only need to input the tank parameters.
The software comes with a built-in Kla automatic detection function, and the reactor software is designed with a Kla automatic detection program. When customers change the aeration type and stirring slurry type of the fermentation tank, the Kla value can be automatically calculated through the software.
DOE function, software automatic DOE function, customer automatically inputs the parameters that need to be optimized, software automatically designs experimental plans, and experimental plans can be copied to the fermentation tank for execution with one click; After the experiment is completed, the experimental results can be inputted, and the software automatically analyzes the experimental results to provide the optimal solution.
Online sampling and biochemical analysis functions, the equipment can expand the automatic online sampling function, and at the same time, it is associated with an online biochemical analyzer to automatically detect parameters such as DO, glucose, ethanol, etc. The detected parameters can be automatically uploaded to the reactor software for reference and analysis.
PID adaptive function, software parameters are adjusted through PID algorithm, and P, I, and D parameters can be automatically calculated to the optimal PID value through the software's PID self-tuning function.
Peristaltic pumps have multiple feeding methods, including exponential equation feeding, correlated parameter feeding, time series feeding, correlated weight feeding, manual feeding, etc. They are suitable for different cultivation processes.
8/20, 2025
Shanghai Beyond Powder Equipment Shines at Shandong Yishui Food Expo, Exploring New Industry Opportunities Together
On August 15-17, 2025, the 3rd Shandong (Yishui) Food Expo officially opened at the Yishui County Citizen Cultural and Art Center in Shandong. At booth E165-168, Shanghai Beyond Powder Equipment Co., Ltd. made a stunning appearance with cutting-edge technology and whole line solutions, discussing new trends in industrial development with food industry elites from across the country and injecting new vitality into promoting the upgrading of the food industry.
Shanghai Beyond Powder Equipment Co., Ltd. closely follows the latest changes and trends in the food industry, and showcased a series of advanced equipment and technological solutions developed for the food industry at this expo. This excellent product has attracted many visitors to stop and inquire with its outstanding performance, stable quality, and user-friendly design.
On site, our staff provided detailed product features and application cases to each visiting customer, offering flexible solutions tailored to the production needs of different food enterprises. Whether it is the large-scale production of large food processing enterprises or the flexible operation of small food enterprises, our excellent powder equipment can provide efficient and reliable support, helping enterprises improve production efficiency, reduce costs, and improve product quality. Many customers conducted detailed consultations and technical exchanges on site, and highly recognized the quality and professional service of our excellent equipment.
During the exhibition, Beyond Powder not only demonstrated its technical strength and product advantages in the field of powder processing, but also actively engaged in in-depth exchanges with peers and upstream and downstream enterprises. Through face-to-face communication with industry experts and business representatives, Beyond learned about the latest demands and development trends of powder equipment in the food industry, providing valuable ideas for the company's future technological research and product innovation.
Beyond has also reached cooperation intentions with multiple food companies based on its high-quality products and professional services. In the future, both parties will work together to assist food enterprises in optimizing production processes and improving product quality through advanced powder processing equipment, jointly promoting the high-quality development of the food industry.
8/18, 2025
Explosive Summer! Beyond Machinery made a stunning appearance at the Shanghai International Biological Fermentation Exhibition, attracting fans with its strong capabilities!
On August 7-9, 2025, the 15th Shanghai International Fermentation Products and Technology Equipment Exhibition (BIO CHINA) will kick off at the Shanghai New International Expo Center! As the top platform for the bio fermentation industry in Asia, this place gathers leading enterprises in the fields of bio fermentation, biopharmaceuticals, and bioengineering, bringing together thousands of merchants to explore the new future of the industry.
In the scorching summer, the enthusiasm inside the exhibition hall is no less than that, with crowds of visitors and voices of negotiation echoing one after another. Beyond Machinery closely follows the latest changes and trends in the biological fermentation industry, presenting a brilliant new overall solution. Together with industry colleagues, we welcome the rise of the biological fermentation industry, injecting new momentum and creating new opportunities for industry development with high-quality market feedback.
At the exhibition, Beyond Machinery showcased core equipment such as a 50L bioreactor, a 50+500L fully automatic fermentation system, and a 1T/H fully automatic digestion system. The exhibits of Beyond Machinery have attracted a lot of attention due to their technological innovation and practicality, as well as their deep cultivation and accumulation in the industry and market. With professional explanations from technical and business personnel, they have attracted a large number of visitors to stop and exchange ideas. The staff conducted in-depth discussions with domestic and foreign clients on the development situation of the biological fermentation industry, and with professional technical strength and the spirit of wholeheartedly serving clients, won unanimous recognition from numerous clients.
Through this exhibition, Beyond Machinery further gained insight into the current development status and future direction of the industry. The company's R&D team will continue to improve technology and expand the direction of the biological fermentation industry based on customer needs, contributing to the development of China's biological fermentation industry.
8/13, 2025

Modernizing Pasteurized Milk Production: A Comprehensive Solution with Shanghai Beyond Machinery
The global dairy industry faces increasing demands for higher production efficiency, stricter food safety standards, and more sustainable operations. Modernizing pasteurized milk production lines has become imperative for dairy processors to remain competitive while meeting evolving consumer expectations for quality and safety. This technical article explores an integrated modernization solution centered around Shanghai Beyond Machinery's advanced production line equipment, which combines cutting-edge automation, intelligent process control, and hygienic design principles to transform traditional pasteurized milk operations into state-of-the-art facilities.
Shanghai Beyond Machinery, a leading Chinese manufacturer of dairy processing equipment, has emerged as a key provider of complete pasteurized milk production solutions. With expertise spanning milk reception, processing, homogenization, pasteurization, and packaging, Beyond's systems incorporate the latest technological advancements while maintaining cost-effectiveness—a critical factor for dairy processors in competitive markets. Their equipment portfolio ranges from small-scale operations to large industrial lines capable of processing over 50,000 liters per hour.
This article will systematically examine the modernization approach through several key dimensions: automated process control systems that enhance precision and consistency; hygienic equipment design that minimizes contamination risks; energy recovery technologies that reduce operational costs; and flexible production configurations that allow manufacturers to quickly adapt to changing market demands. We will analyze specific Beyond Machinery components such as their plate heat exchangers for HTST pasteurization, intelligent CIP cleaning systems, and homogenizers that improve product quality while extending shelf life.
The modernization framework presented here draws upon real-world implementations where Beyond-equipped facilities have achieved 30-50% improvements in production efficiency, 20-30% reductions in energy consumption, and significant enhancements in product safety and consistency. By adopting such comprehensive solutions, dairy processors can transform aging production lines into agile, high-performance operations capable of meeting both current and future industry challenges.
Current Challenges in Pasteurized Milk Production
Pasteurized milk production presents unique technical challenges that modernization efforts must address to achieve optimal results. The combination of stringent safety requirements, delicate nutritional preservation needs, and short shelf-life constraints creates a complex operational environment where even minor inefficiencies can have significant quality and cost implications.
**Microbiological risks** represent perhaps the most persistent challenge in pasteurized milk operations. Unlike ultra-high temperature (UHT) processing which achieves commercial sterility, pasteurization (typically 72-75°C for 15-20 seconds) only reduces pathogenic microorganisms to safe levels while preserving milk's fresh characteristics. This leaves the product susceptible to post-processing contamination and spoilage organism growth, particularly psychrotrophic bacteria that thrive at refrigeration temperatures. Studies show that raw milk containing >10⁴ CFU/mL of Pseudomonas spp. can lead to bitter flavor development in 35% of finished products, while airborne mold spores in filling areas exceeding 50 CFU/m³ increase contamination rates by 40% . Biofilm formation in pipelines represents another critical concern, with some facilities experiencing 8% rejection rates due to biofilm-derived microbial contamination .
Energy intensity stands as another major challenge, with traditional pasteurization processes consuming substantial thermal energy for heating and cooling. The typical HTST (High Temperature Short Time) pasteurization process requires heating milk from ~4°C to 72-75°C, followed by immediate cooling back to 4-6°C—a sequence that represents one of the most energy-intensive steps in dairy processing. Without modern heat recovery systems, this thermal cycling results in significant energy waste and elevated production costs.
Operational inefficiencies in legacy systems further compound these challenges. Manual controls, discontinuous monitoring, and outdated equipment designs often lead to:
- Inconsistent pasteurization parameters that affect both safety and quality
- Excessive product losses during changeovers and startups
- High labor requirements for operation and cleaning
- Difficulty in tracing and addressing quality deviations
- Limited flexibility to adjust production parameters for different product specifications
Shelf-life limitations imposed by the pasteurization process itself create additional pressures on production and distribution logistics. With typical shelf lives of 7-15 days under proper refrigeration, pasteurized milk demands exceptionally efficient production scheduling, inventory management, and cold chain maintenance—all areas where modernized operations can provide substantial improvements.
Shanghai Beyond Machinery's modernization approach specifically targets these challenges through integrated technological solutions that enhance both performance and reliability. Their systems incorporate advanced materials, intelligent automation, and energy-efficient designs that collectively address the core pain points of pasteurized milk production while maintaining the nutritional and sensory qualities that distinguish pasteurized products from shelf-stable alternatives.
Shanghai Beyond Machinery's Integrated Solution
Shanghai Beyond Machinery offers a comprehensive modernization package for pasteurized milk production that addresses all critical aspects of dairy processing through technologically advanced, yet practical equipment solutions. Their integrated approach combines high-efficiency thermal processing, precision automation, and hygienic design principles to create production lines that outperform traditional systems in both performance and reliability.
Core Components of Beyond's Pasteurized Milk Line
The foundation of Beyond's modernization solution lies in its carefully engineered core components, each designed to maximize processing efficiency while maintaining product quality:
1. **Intelligent Pasteurization Systems**: At the heart of the production line, Beyond's plate heat exchangers for HTST pasteurization feature advanced thermal designs that achieve optimal heat transfer efficiency while minimizing pressure drops. Their multi-section configurations allow for regenerative heating that can recover up to 90% of thermal energy, dramatically reducing energy consumption compared to conventional systems . The pasteurizers incorporate precision temperature control systems that maintain parameters within ±0.5°C of set points, ensuring consistent treatment while preserving milk's nutritional properties.
2. **Homogenization Technology**: Beyond's high-pressure homogenizers (operating at 150-250 bar) utilize specially designed valve technologies that achieve superior fat globule dispersion while reducing energy requirements by 15-20% compared to conventional models. This results in improved product stability, enhanced mouthfeel, and extended shelf life—critical factors for pasteurized milk competing in quality-conscious markets .
3. **Automated CIP (Clean-in-Place) Systems**: Recognizing that hygiene is paramount in pasteurized milk production, Beyond's intelligent CIP systems automate the entire cleaning and sanitation process with programmable sequences for pre-rinse, alkaline wash, acid wash, and final rinse. Their patented nozzle designs and optimized flow dynamics ensure complete surface coverage in tanks and pipelines, while integrated conductivity and temperature sensors verify cleaning effectiveness in real-time .
Advanced Process Control Architecture
Beyond's modernization solution incorporates a sophisticated automation architecture that elevates process control to unprecedented levels of precision and reliability:
- **PLC/SCADA Integration**: The system utilizes modular PLC controllers (Siemens or Rockwell platforms) networked with SCADA supervisory systems to provide comprehensive monitoring and control of all critical parameters—temperature, pressure, flow rates, product composition, and equipment status. This distributed control architecture ensures rapid response to any process deviations while maintaining complete data traceability .
- **Adaptive Process Optimization**: Beyond basic control, Beyond's systems employ advanced algorithms that continuously optimize process parameters based on real-time conditions. For pasteurization, this includes dynamic adjustment of heating rates and holding times based on incoming milk composition and flow variations, ensuring consistent treatment quality despite raw material fluctuations .
- **Predictive Maintenance Capabilities**: By monitoring vibration, temperature, and performance trends in rotating equipment like pumps and homogenizers, the system can predict potential failures before they occur, scheduling maintenance during planned downtime to avoid unexpected production interruptions .
Hygienic Design Philosophy
Every component in Beyond's pasteurized milk line adheres to strict hygienic design principles that minimize contamination risks and facilitate effective cleaning:
- **Surface Finishes**: All product contact surfaces feature Ra ≤ 0.8 μm finishes, exceeding EHEDG and 3-A Sanitary Standards requirements for dairy equipment. This ultra-smooth surface topography prevents bacterial adhesion and enables more effective cleaning .
- **Drainability**: Equipment designs ensure complete drainage with no liquid traps or dead zones where product or cleaning solutions could accumulate. Beyond's tanks and processing vessels feature sloped bottoms (minimum 3° incline) and radiused corners that promote complete drainage .
- **Material Selection**: Austenitic stainless steel (316L grade) is standard for all product contact surfaces, providing excellent corrosion resistance and cleanability. For specific applications requiring enhanced durability, Beyond offers optional surface treatments like electropolishing or specialized coatings .
By integrating these advanced technologies with robust engineering, Shanghai Beyond Machinery's pasteurized milk production solutions provide dairy processors with a clear path to modernized operations that deliver superior quality, efficiency, and operational reliability. The following sections will examine specific technological innovations that enable these performance improvements in greater detail.
Key Technological Innovations
Shanghai Beyond Machinery's pasteurized milk production solutions incorporate several groundbreaking technological innovations that collectively address the core challenges of modern dairy processing. These advancements span thermal efficiency, contamination control, process automation, and system flexibility—each contributing to measurable improvements in production performance and product quality.
Advanced Heat Recovery Systems
Beyond's pasteurization systems feature an innovative multi-stage heat recovery design that sets new benchmarks for energy efficiency in dairy processing:
1. **Regenerative Heating Technology**: The heart of the system lies in its sophisticated plate heat exchanger configuration that recovers thermal energy from pasteurized milk to preheat incoming raw product. This regenerative heating typically achieves 90-94% heat recovery efficiency, reducing energy requirements for pasteurization by 35-40% compared to conventional systems without regeneration . The multi-section design allows precise temperature control at each stage, preventing overheating that could compromise milk quality.
2. **Intelligent Energy Management**: Integrated energy optimization algorithms continuously analyze process conditions to maximize heat recovery. The system dynamically adjusts flow patterns and heat transfer surfaces based on real-time monitoring of milk composition, flow rates, and temperature differentials. This adaptive approach maintains optimal efficiency even during production rate changes or product transitions .
3. **Waste Heat Utilization**: Beyond regenerative heating, Beyond's systems capture and repurpose waste heat from various processes. For example, heat recovered from cooling pasteurized milk can be redirected to preheat cleaning water or maintain hot water reserves for CIP systems, creating additional energy savings of 8-12% .
Biofilm Prevention and Control System
Recognizing that biofilm formation in pipelines represents a persistent challenge in dairy processing, Beyond has developed a comprehensive approach to biofilm prevention and control:
1. **Surface Engineering**: All product contact surfaces undergo specialized electropolishing treatments that reduce surface roughness to Ra ≤ 0.4 μm, creating an inhospitable environment for bacterial attachment and biofilm initiation . Critical areas like pipe joints and valve bodies feature enhanced designs that eliminate crevices and dead zones where biofilms typically originate.
2. **CIP Optimization**: Beyond's advanced CIP systems incorporate several innovations for biofilm control:
- **Dual-action cleaning nozzles** that combine high-impact mechanical cleaning with optimized chemical dispersion
- **Variable flow programming** that creates turbulent flow patterns (Re > 3000) throughout the entire pipeline network
- **Silver-ion enhanced cleaning solutions** that penetrate and disrupt biofilm matrices, achieving 99.99% biofilm removal efficiency when integrated with standard alkaline-acid cleaning cycles
3. **Real-time Monitoring**: Integrated sensors measure ATP levels and microbial activity on surfaces, providing quantitative feedback on cleaning effectiveness. This data drives adaptive CIP programming that automatically adjusts cleaning parameters based on actual conditions rather than fixed schedules .
Intelligent Automation Architecture
Beyond's production lines employ a sophisticated automation framework that transforms traditional pasteurized milk operations into smart, data-driven processes:
1. **Distributed Control System**: The architecture features decentralized intelligence with:
- **Edge controllers** at each major equipment node for rapid, localized decision-making
- **Centralized SCADA** for system-wide monitoring and optimization
- **Cloud connectivity** for remote access and data analytics
2. **Adaptive Process Control**: Machine learning algorithms analyze historical and real-time process data to continuously refine control parameters. For pasteurization, this includes:
- Dynamic adjustment of temperature setpoints based on milk composition and flow variations
- Predictive modeling of heat exchanger performance to maintain optimal thermal profiles
- Automatic compensation for fouling trends in heat transfer surfaces
3. **Digital Twin Integration**: Selected Beyond systems offer digital twin capability, creating virtual replicas of the physical production line. This enables:
- Process simulation and optimization before implementation
- Operator training in virtual environments
- Predictive maintenance modeling based on equipment wear patterns
Modular Production Design
To address the growing need for manufacturing flexibility, Beyond's solutions incorporate modular design principles that enable rapid reconfiguration for different products or production scenarios:
1. **Plug-and-Play Modules**: The production line is organized into standardized, pre-validated processing modules (e.g., separation, standardization, pasteurization, homogenization) that can be quickly rearranged or swapped . This modularity reduces changeover time by up to 70% compared to traditional fixed-configuration systems.
2. **Multi-product Capability**: A single Beyond line can be configured to produce various pasteurized milk products including:
- Standard whole/skim/low-fat milk
- Fortified milk (vitamin/protein enriched)
- Flavored milk varieties
- Lactose-free formulations
3. **Scalable Capacity**: The modular design allows for capacity expansion through parallel module addition rather than complete line replacement. Production rates can be incrementally increased by 25%, 50%, or 100% with minimal disruption to existing operations .
These technological innovations collectively position Shanghai Beyond Machinery's solutions at the forefront of pasteurized milk production modernization. By addressing energy efficiency, contamination control, process intelligence, and operational flexibility in an integrated manner, Beyond equipment provides dairy processors with a comprehensive platform for achieving sustainable competitive advantage in increasingly demanding markets.
Implementation Strategy
Successful modernization of a pasteurized milk production line requires careful planning and phased execution to minimize disruption while maximizing the benefits of new technologies. Shanghai Beyond Machinery has developed a structured implementation approach based on numerous successful dairy plant upgrades, ensuring smooth transition from legacy systems to advanced automated production.
Phase 1: Comprehensive Facility Assessment
The modernization journey begins with a thorough evaluation of existing operations to identify improvement opportunities and establish baseline metrics:
1. **Process Mapping and Bottleneck Analysis**:
- Detailed mapping of current milk flow from reception to packaging
- Identification of capacity constraints and inefficiencies
- Evaluation of equipment condition and performance gaps
2. **Quality and Safety Audit**:
- Review of microbial test results and quality deviations
- Assessment of hygiene practices and CIP effectiveness
- Identification of contamination risks throughout the process
3. **Energy and Resource Utilization Study**:
- Measurement of thermal and electrical energy consumption
- Evaluation of water usage and waste generation
- Identification of energy recovery opportunities
4. **Automation and Data Infrastructure Review**:
- Assessment of current control systems and instrumentation
- Evaluation of data collection and analysis capabilities
- Identification of manual processes suitable for automation
This assessment phase typically takes 2-4 weeks and results in a detailed gap analysis report with specific recommendations for modernization priorities. Beyond's engineering team works closely with plant personnel during this phase to ensure all operational nuances are considered .
Phase 2: Customized System Design
Based on the assessment findings, Beyond develops a tailored modernization plan that addresses the specific needs and constraints of each facility:
1. **Process Flow Optimization**:
- Redesign of milk flow paths to minimize hold-up volume and residence time
- Integration of new technologies with existing infrastructure
- Planning for future expansion requirements
2. **Equipment Specification and Layout**:
- Selection of appropriate pasteurizer size and configuration
- Determination of homogenization and cooling requirements
- Development of detailed equipment layouts and piping diagrams
3. **Automation Architecture Design**:
- Specification of control system hardware and software
- Design of human-machine interface (HMI) screens
- Development of data collection and reporting protocols
4. **Hygiene and Safety Integration**:
- Incorporation of biofilm prevention features
- Design of CIP and sanitation protocols
- Integration of food-grade safety systems
The design phase typically takes 4-8 weeks and includes multiple review cycles with plant personnel to ensure the proposed solution meets all operational requirements. Beyond provides detailed 3D models and simulation tools to help visualize the modernized production line before implementation .
Phase 3: Staged Implementation
To minimize production disruption, Beyond recommends a phased implementation approach that allows for continuous operation during modernization:
1. **Pilot System Installation**:
- Initial deployment of a single processing module (e.g., new pasteurization section)
- Parallel operation with existing equipment for comparison
- Staff training on new technologies and procedures
2. **Core System Upgrade**:
- Installation of main processing equipment during planned downtime
- Integration with existing utilities and ancillary systems
- Commissioning and performance verification
3. **Ancillary System Integration**:
- Installation of CIP and utility support systems
- Connection to automation and control infrastructure
- Final testing and optimization
The implementation timeline varies depending on plant size and complexity, but typically ranges from 8-16 weeks for complete modernization. Beyond's project management team coordinates all aspects of the installation to ensure adherence to schedule and budget .
Phase 4: Validation and Performance Optimization
Following installation, comprehensive validation ensures the modernized line meets all performance targets:
1. **Operational Qualification (OQ)**:
- Verification of all system functions under normal operating conditions
- Testing of safety interlocks and alarm systems
- Validation of automated sequences and control logic
2. **Performance Qualification (PQ)**:
- Extended production runs to verify consistent quality
- Measurement of key performance indicators (KPIs)
- Comparison against baseline metrics from legacy systems
3. **Continuous Improvement**:
- Fine-tuning of process parameters based on operational data
- Adjustment of automation algorithms for optimal performance
- Implementation of predictive maintenance programs
Beyond provides ongoing support during this phase, including operator training programs and performance monitoring services. The company's remote diagnostics capabilities allow for real-time support and troubleshooting as needed .
Change Management Considerations
Successful modernization requires careful attention to organizational and human factors:
1. **Workforce Training**:
- Comprehensive training programs for operators, maintenance staff, and supervisors
- Virtual reality simulations for complex procedures
- Certification programs for critical operations
2. **Process Documentation**:
- Development of detailed standard operating procedures (SOPs)
- Creation of maintenance manuals and troubleshooting guides
- Documentation of system specifications and validation records
3. **Performance Monitoring**:
- Establishment of key performance indicators (KPIs)
- Implementation of dashboard reporting tools
- Regular performance review meetings
By following this structured implementation strategy, dairy processors can achieve a smooth transition to modernized pasteurized milk production with minimal disruption to ongoing operations. Shanghai Beyond Machinery's experience across numerous installations ensures that potential challenges are anticipated and addressed proactively, resulting in successful outcomes that deliver measurable improvements in quality, efficiency, and profitability .
Case Studies and Performance Metrics
Real-world implementations of Shanghai Beyond Machinery's pasteurized milk production solutions demonstrate the tangible benefits achievable through comprehensive modernization. These case studies, drawn from various dairy processing facilities across Asia, highlight measurable improvements in productivity, quality, and operational efficiency following the adoption of Beyond's advanced technologies.
Case Study 1: Large-Scale Dairy Processor in Eastern China
**Background**: A major dairy cooperative processing approximately 200,000 liters of pasteurized milk daily sought to modernize its aging production line to improve energy efficiency and extend product shelf life.
Modernization Highlights:
- Installation of Beyond's HTST pasteurization system with 94% heat recovery efficiency
- Implementation of intelligent CIP system with biofilm control technology
- Integration of advanced automation and process control architecture
Performance Improvements:
| Metric | Before Modernization | After Modernization | Improvement |
|--------|----------------------|---------------------|-------------|
| Energy Consumption | 0.48 kWh/liter | 0.32 kWh/liter | 33% reduction |
| Product Shelf Life | 10 days | 14 days | 40% extension |
| Microbial Rejection Rate | 3.2% | 0.8% | 75% reduction |
| Daily Production Capacity | 180,000 L | 220,000 L | 22% increase |
| CIP Water Usage | 8,000 L/day | 5,200 L/day | 35% reduction |
**Key Outcomes**: The modernization project achieved payback within 2.3 years through combined energy savings and increased production capacity. The extended shelf life provided significant distribution advantages, allowing access to more distant markets .
Case Study 2: Regional Dairy in Southeast Asia
**Background**: A medium-sized processor (50,000 L/day) supplying premium pasteurized milk to urban markets needed to upgrade its facility to meet stricter food safety standards while maintaining product quality characteristics.
**Modernization Highlights**:
- Implementation of Beyond's complete pasteurized milk line including separation, standardization, and homogenization
- Installation of advanced process analytics and quality monitoring systems
- Adoption of modular production design for multi-product flexibility
**Performance Improvements**:
| Metric | Before Modernization | After Modernization | Improvement |
|--------|----------------------|---------------------|-------------|
| Labor Requirements | 12 operators/shift | 8 operators/shift | 33% reduction |
| Changeover Time | 90 minutes | 25 minutes | 72% reduction |
| Fat Standardization Accuracy | ±0.3% | ±0.1% | 67% improvement |
| Product Consistency (viscosity CV) | 8.5% | 3.2% | 62% improvement |
| Utility Costs | $0.082/L | $0.061/L | 25.6% reduction |
**Key Outcomes**: The precision standardization and homogenization capabilities allowed the processor to command premium pricing for its consistently high-quality products. The labor savings and reduced changeover times significantly improved operational efficiency .
Case Study 3: Organic Dairy Cooperative
**Background**: A small organic dairy (15,000 L/day) specializing in minimally processed pasteurized milk sought to maintain its artisanal quality while improving production efficiency and shelf life.
**Modernization Highlights**:
- Custom-designed gentle processing system with precise temperature control
- Specialized CIP system for organic cleaning requirements
- Integrated quality monitoring with blockchain traceability
**Performance Improvements**:
| Metric | Before Modernization | After Modernization | Improvement |
|--------|----------------------|---------------------|-------------|
| Vitamin Retention (B12) | 82% | 91% | 11% improvement |
| Sensory Quality Score | 8.1/10 | 8.7/10 | 7.4% improvement |
| Production Yield | 92.5% | 96.8% | 4.6% improvement |
| Energy Use per Liter | 0.52 kWh | 0.41 kWh | 21% reduction |
| Customer Complaints | 3.2/month | 0.9/month | 72% reduction |
**Key Outcomes**: The modernized line successfully preserved the delicate sensory characteristics valued by organic consumers while delivering measurable improvements in nutritional retention and operational efficiency. The blockchain traceability system enhanced brand transparency and consumer trust .
Aggregate Performance Metrics
Across multiple installations, Shanghai Beyond Machinery's pasteurized milk production solutions have consistently delivered significant improvements in key performance indicators:
**Product Quality Metrics**:
- 30-45% extension in product shelf life through improved processing and homogenization
- 50-70% reduction in microbial counts in finished products
- 20-30% improvement in nutritional retention (particularly heat-sensitive vitamins)
**Operational Efficiency Metrics**:
- 25-40% reduction in energy consumption through advanced heat recovery
- 30-50% decrease in water usage via optimized CIP systems
- 20-35% increase in production capacity from improved line efficiency
- 60-75% faster product changeovers with modular system design
**Economic Performance Metrics**:
- 12-30 month typical payback periods for complete modernization projects
- 15-25% reduction in production costs per liter
- 3-5% increase in product yield from reduced losses
These case studies demonstrate that Shanghai Beyond Machinery's comprehensive approach to pasteurized milk production modernization delivers measurable benefits across all aspects of dairy processing—from product quality and safety to operational efficiency and economic performance. The flexibility of Beyond's solutions allows for customization to various production scales and market requirements, making advanced dairy processing technology accessible to processors of all sizes .
Conclusion and Future Outlook
The modernization of pasteurized milk production lines represents a critical imperative for dairy processors seeking to remain competitive in an industry characterized by rising quality expectations, stringent safety requirements, and increasing cost pressures. As demonstrated throughout this technical analysis, Shanghai Beyond Machinery's integrated solutions provide a comprehensive pathway to achieving these operational goals through advanced engineering, intelligent automation, and innovative processing technologies.
Summary of Key Benefits
The Beyond modernization approach delivers transformative improvements across all critical aspects of pasteurized milk production:
1. **Enhanced Product Quality and Safety**:
- Extended shelf life through precise thermal processing and superior homogenization
- Reduced contamination risks via advanced hygienic design and biofilm prevention
- Improved nutritional retention with gentle, controlled processing parameters
2. **Operational Efficiency Gains**:
- Significant energy savings from high-efficiency heat recovery systems
- Reduced water and chemical consumption through optimized CIP processes
- Increased production capacity via streamlined flow and reduced downtime
3. **Economic Performance Improvements**:
- Rapid return on investment from energy and resource savings
- Higher production yields and reduced product losses
- Labor productivity gains through automation and reduced manual intervention
4. **Strategic Flexibility**:
- Modular design enabling quick adaptation to changing market demands
- Scalable architecture supporting future expansion needs
- Multi-product capability for diversified production
Industry Trends and Future Developments
Looking ahead, several emerging trends are shaping the future of pasteurized milk production technology, with Shanghai Beyond Machinery well-positioned to address these developments:
1. **Digital Transformation**:
- Expanded adoption of Industry 4.0 technologies including digital twins and AI-driven process optimization
- Enhanced connectivity for real-time quality monitoring and predictive maintenance
- Blockchain integration for complete supply chain transparency
2. **Sustainability Innovations**:
- Development of net-zero energy dairy processing through renewable integration
- Advanced water recycling and waste reduction technologies
- Low-GWP refrigerant systems for cooling operations
3. **Advanced Processing Technologies**:
- Non-thermal preservation methods complementing pasteurization
- Precision fermentation for customized milk composition
- Smart packaging with freshness indicators
4. **Customization and Personalization**:
- Flexible systems enabling small-batch production of specialized formulations
- Direct-to-consumer production models with rapid product changeovers
- Nutrigenomic-based product customization
Strategic Recommendations
For dairy processors considering production line modernization, the following strategic recommendations emerge from this analysis:
1. **Holistic Assessment**:
- Conduct comprehensive audits of current operations to identify priority improvement areas
- Consider both immediate needs and long-term strategic objectives
- Evaluate modernization options against total cost of ownership rather than just capital cost
2. **Phased Implementation**:
- Prioritize core process improvements with fastest returns (typically pasteurization and heat recovery)
- Follow with automation and control system upgrades
- Complete with ancillary system improvements and staff training
3. **Technology Partnerships**:
- Collaborate with experienced suppliers like Shanghai Beyond Machinery for integrated solutions
- Leverage vendor expertise in system design and implementation
- Utilize ongoing technical support and optimization services
4. **Workforce Development**:
- Invest in training programs for new technologies and processes
- Foster culture of continuous improvement and data-driven decision making
- Develop maintenance competencies for advanced equipment
Final Perspective
The pasteurized milk sector continues to represent a vital segment of the global dairy industry, valued by consumers for its fresh taste and nutritional profile. Shanghai Beyond Machinery's modernization solutions provide dairy processors with the tools to preserve these valued characteristics while meeting the demands of modern food production—superior safety, operational efficiency, and environmental responsibility.
As consumer expectations evolve and competitive pressures intensify, the strategic modernization of pasteurized milk production lines will increasingly differentiate market leaders from followers. Through its combination of advanced engineering, practical innovation, and comprehensive support, Shanghai Beyond Machinery has established itself as a valuable partner in this essential industry transformation.
The case studies and performance metrics presented in this analysis demonstrate that thoughtful, well-executed modernization projects can deliver compelling returns while future-proofing dairy operations against emerging challenges. For processors committed to excellence in pasteurized milk production, the path forward is clear: embrace technological innovation through partnerships with proven leaders like Shanghai Beyond Machinery, and reap the rewards of efficient, sustainable, high-quality milk production for years to come .
8/13, 2025

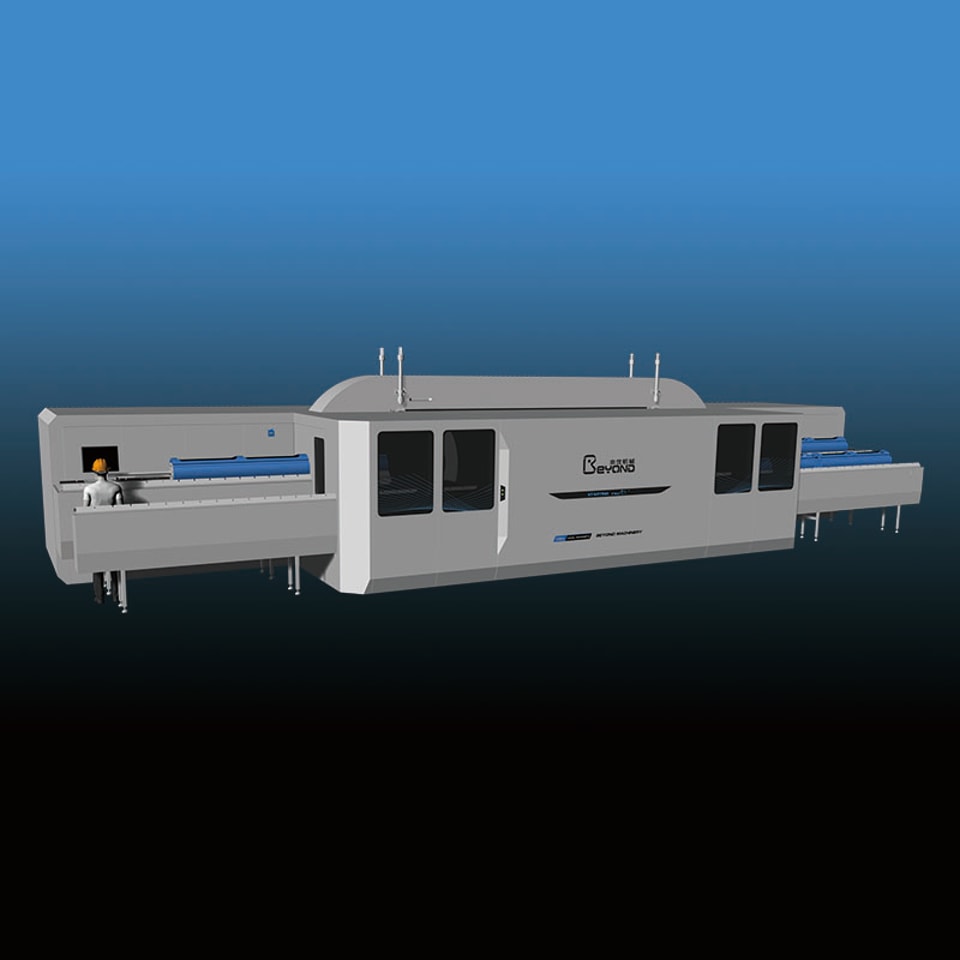
Shanghai Beyond Spray Drying Towers: Revolutionizing Powdered Milk Production
In the realm of powdered milk production, the efficiency, safety, and quality of the drying process are paramount. Shanghai Beyond Machinery has emerged as a leader in this field by offering state - of - the - art spray drying tower solutions that not only enhance production efficiency but also ensure the highest quality of powdered milk. This article delves into the innovative features of Shanghai Beyond's spray drying towers and how they are tailored to meet the unique demands of powdered milk production lines.
Perfect Spray Drying Tower Design: Dust - Free, Safe, and Energy - Efficient
Shanghai Beyond's spray drying towers are meticulously designed to provide a dust - free drying environment, ensuring the safety and purity of the powdered milk. The towers are equipped with explosion - proof mechanisms, making them safe for handling various products, including the delicate process of milk powder production. One of the standout features of these towers is the absence of product accumulation at the bottom, which not only prevents waste but also simplifies the cleaning process.
The extended production time and reduced CIP (Clean - In - Place) cleaning cycles are significant advantages for manufacturers. This means less downtime and more efficient use of resources. Additionally, the towers are designed to expel low - temperature gases, which significantly reduces energy consumption. The fault - free operation of these towers minimizes unexpected shutdowns, further enhancing production efficiency and overall energy savings.
Exhaust and Fine Powder Re - Agglomeration System: Enhancing Powder Quality
The exhaust and fine powder re - agglomeration system in Shanghai Beyond's spray drying towers plays a crucial role in maintaining the quality of the final product. The towers are equipped with dual - stage cyclone separators or bag filters, which efficiently capture fine powders during the exhaust process. This ensures that the air released from the tower is clean and free from contaminants.
The re - agglomeration of fine powders is a sophisticated process that can be tailored to specific requirements. Fine powders can be reintroduced at the top of the drying tower to collide and adhere to wet droplets, or they can be mixed and agglomerated in an internal fluidized bed. In some configurations, secondary fine powders are reintroduced at the top of the tower for re - agglomeration, while larger particles are mixed and agglomerated in an internal fluidized bed. This dual - stage approach ensures that the final product has a consistent particle size and structure, enhancing its quality and usability.
Exceptional Final Powder Quality: Multi - Faceted Geometric Particles and Improved Solubility
The ultimate goal of any drying process is to produce high - quality powder, and Shanghai Beyond's spray drying towers excel in this regard. The towers are designed to produce multi - faceted geometric particles with a porous structure, which significantly improves the solubility of the powdered milk. This is achieved through an optimized spray flow within the drying tower.
The towers also feature a three - stage drying process, which includes internal and external fluidized beds. This multi - stage approach ensures that the milk powder is thoroughly dried while minimizing thermal damage to the product. The final stage of the process includes dehumidification and cooling of the product, ensuring that it is ready for packaging without any moisture - related issues.
Updraft Dryer Features: Flexibility, Professional Design, and Particle Control
Shanghai Beyond's updraft spray drying towers are designed with flexibility and professionalism in mind. These towers are suitable for a wide range of products, making them ideal for powdered milk production lines that may need to handle different types of milk or milk - based products.
The towers are equipped with advanced gas distributors that provide complete control over airflow and velocity. This ensures that the drying process is uniform and efficient. The pressure nozzles used in these towers allow for precise control over the direction of the spray flow, further enhancing the drying process.
One of the unique features of Shanghai Beyond's updraft dryers is the ability to perform primary agglomeration with multiple spray guns and secondary agglomeration of fine powders. This results in a granular product with excellent flow properties. The towers also allow for precise control over particle size and structure, ensuring that the final powdered milk product is highly soluble and consistent in quality.
Conclusion: A Comprehensive Solution for Powdered Milk Production
Shanghai Beyond's spray drying towers represent a comprehensive and innovative solution for powdered milk production. With their dust - free, safe, and energy - efficient design, these towers provide an optimal environment for the production of high - quality powdered milk. The advanced exhaust and fine powder re - agglomeration systems ensure that the final product is consistent and of the highest quality.
The multi - faceted geometric particles produced by these towers, combined with their porous structure and improved solubility, make Shanghai Beyond's spray drying towers a standout choice for powdered milk manufacturers. The flexibility and professional design of the updraft dryers, along with their ability to control particle size and structure, further enhance the production process.
In an industry where quality and efficiency are paramount, Shanghai Beyond's spray drying towers offer a reliable and innovative solution. By choosing Shanghai Beyond, powdered milk producers can ensure that they are using the latest technology to produce the highest - quality products, while also benefiting from significant energy savings and reduced downtime.
7/21, 2025

Beyond Machinery: Unrivaled Service for Seamless Machinery Operations
At Beyond Machinery, we pride ourselves on providing exceptional service that goes beyond the sale of our machinery. Our commitment to customer satisfaction is evident in both our pre-sale and after-sale services, ensuring a seamless experience for our clients.
Pre-Sales Service
Our journey with you begins even before you make a purchase. Beyond Machinery offers comprehensive pre-sale services that include detailed consultations to understand your specific needs, on-site visits to assess your facility's layout and requirements, and customized solutions tailored to your unique challenges. Our team of experts is always ready to provide technical advice and support, ensuring that you select the machinery that fits your production goals perfectly.
We understand that investing in new machinery can be a significant decision. That's why we provide product demonstrations, allowing you to see firsthand how our equipment operates and how it can enhance your production line. This transparency in our process helps build trust and confidence in our products.
After-Sales Service
Once you've invested in our machinery, our service doesn't end there. Beyond Machinery is dedicated to ensuring your ongoing success. Our after-sales service encompasses installation and commissioning services where our technicians work closely with your team to ensure everything is set up correctly and running smoothly.
Regular maintenance and timely repairs are crucial for the longevity and efficiency of your machinery. We offer scheduled maintenance programs and 24/7 emergency support to address any issues that may arise. Our goal is to minimize downtime and keep your production running at peak performance.
Training is another key aspect of our after-sales service. We provide comprehensive training sessions for your operators to ensure they can use our machinery to its full potential. This not only enhances the safety of operations but also improves the overall productivity of your facility.
Customer Support
Our customer support is available around the clock. Whether you have questions about operation, need help with troubleshooting, or require technical advice for future projects, our support team is just a call or email away. We believe in building long-term relationships with our clients, and our support reflects this commitment.
Continuous Improvement
At Beyond Machinery, we continuously strive to improve our services based on customer feedback and industry advancements. We regularly update our service offerings to incorporate the latest technological developments and ensure our clients benefit from the most current and efficient solutions.
Conclusion
Choosing Beyond Machinery means choosing a partner committed to your success. Our comprehensive services, from pre-sale consultations to after-sales support and training, are designed to provide you with the support you need to thrive in your industry. We are more than a machinery supplier; we are an extension of your team, dedicated to helping you achieve your production goals and grow your business. Experience the Beyond Machinery difference today and discover how our services can elevate your operations to new heights.
7/19, 2025

Unlocking the Secrets of Mango Juice Production
In the field of mango processing, Shanghai Beyond Machinery Co., Ltd. provides a complete set of mango juice production line equipment, which is specifically used to process fresh mangoes into juice. This production line covers the entire process from pre-processing mango raw materials to final packaging of finished products, including cleaning, sorting, peeling and pulping, preheating and enzyme activation, juice extraction, screening, mixing, homogenization, degassing, sterilization, filling and other links.
The main equipment of the mango juice production line includes:
1. Mango cleaning machine: Used to clean selected mangoes, remove impurities such as sand, soil, hair, etc., ensure the cleanliness of mango raw materials, and provide hygienic and safe food raw materials for subsequent processing.
2. Mango Peeling Machine: Using professional mango peeling equipment, it can quickly separate mango skin and core, preparing for subsequent juice extraction and increasing juice production.
3. Mango Beater: Crush mango pulp to effectively separate juice and pulp fibers, providing high-yield mango pulp for the juice extraction process.
4. Preheating and enzyme activation system: Quickly heat mango pulp to 80 ℃~85 ℃ for a short period of time to activate pectinase and prevent chemical reactions during subsequent processing and storage. This helps maintain the stability and taste of the juice, and lays the foundation for subsequent juicing and clarification processes.
5. Mango juice separator: Use a mango juice separator to separate the juice and solids in the crushed mango pulp. Through two-stage solid separation, clear or semi clear juice is obtained, making the juice purer, more transparent, and more delicate in taste.
6. Homogenization, Sterilization, and Degassing Machine: During the homogenization process, mango juice is homogenized 2-3 times under a pressure of 20-25MPa to ensure consistent particle size in the juice, prevent juice stratification and precipitation, and make the tissue uniform and viscous with a delicate taste. The sterilization process uses a high-temperature instant sterilizer to heat the juice to 120 ℃~130 ℃ for a few seconds for instant sterilization, effectively killing bacteria, mold, yeast, and other microorganisms in the juice, ensuring the microbial safety of the juice, and maximizing the preservation of the nutritional content, color, and flavor of the juice. The degassing process is mainly used to remove gas components such as oxygen from fruit juice to extend its shelf life. And it can be equipped with an aroma recovery system to maintain the color, aroma, and nutrients of mango juice during the processing to the greatest extent possible without loss.
7. Filling and packaging system: Select appropriate packaging materials and forms based on different product needs and market positioning, such as PET plastic bottles, glass bottles, Tetra Pak bags, cans, etc.
8. Advantages of Mango Juice Production Line
-Highly automated: The mango juice processing production line has achieved full process automation from mango raw material processing to finished product packaging, reducing manual intervention.
-Good hygiene conditions: The parts in contact with mangoes and fruit juice are made of food grade stainless steel, which meets the hygiene standards of food processing. The equipment is easy to clean and disinfect, effectively preventing microbial contamination and ensuring the food safety of mango juice, allowing consumers to drink with confidence.
-Energy conservation and environmental protection: Advanced design concepts and optimized process flow enable the production line to consume less energy during operation, reduce production costs, minimize environmental impact, and meet the requirements of modern enterprise sustainable development.
-Powerful flexibility: In addition to being suitable for producing mango juice, by adjusting some equipment and process parameters, it can also be used to process various fruit and vegetable juice products, such as pineapple juice, appIn the field of mango processing, Shanghai Beyond Machinery Co., Ltd. provides a complete set of mango juice production line equipment, which is specifically used to process fresh mangoes into juice. This production line covers the entire process from pre-processing mango raw materials to final packaging of finished products, including cleaning, sorting, peeling and pulping, preheating and enzyme activation, juice extraction, screening, mixing, homogenization, degassing, sterilization, filling and other links.
The main equipment of the mango juice production line includes:
1. Mango cleaning machine: Used to clean selected mangoes, remove impurities such as sand, soil, hair, etc., ensure the cleanliness of mango raw materials, and provide hygienic and safe food raw materials for subsequent processing.
2. Mango Peeling Machine: Using professional mango peeling equipment, it can quickly separate mango skin and core, preparing for subsequent juice extraction and increasing juice production.
3. Mango Beater: Crush mango pulp to effectively separate juice and pulp fibers, providing high-yield mango pulp for the juice extraction process.
4. Preheating and enzyme activation system: Quickly heat mango pulp to 80 ℃~85 ℃ for a short period of time to activate pectinase and prevent chemical reactions during subsequent processing and storage. This helps maintain the stability and taste of the juice, and lays the foundation for subsequent juicing and clarification processes.
5. Mango juice separator: Use a mango juice separator to separate the juice and solids in the crushed mango pulp. Through two-stage solid separation, clear or semi clear juice is obtained, making the juice purer, more transparent, and more delicate in taste.
6. Homogenization, Sterilization, and Degassing Machine: During the homogenization process, mango juice is homogenized 2-3 times under a pressure of 20-25MPa to ensure consistent particle size in the juice, prevent juice stratification and precipitation, and make the tissue uniform and viscous with a delicate taste. The sterilization process uses a high-temperature instant sterilizer to heat the juice to 120 ℃~130 ℃ for a few seconds for instant sterilization, effectively killing bacteria, mold, yeast, and other microorganisms in the juice, ensuring the microbial safety of the juice, and maximizing the preservation of the nutritional content, color, and flavor of the juice. The degassing process is mainly used to remove gas components such as oxygen from fruit juice to extend its shelf life. And it can be equipped with an aroma recovery system to maintain the color, aroma, and nutrients of mango juice during the processing to the greatest extent possible without loss.
7. Filling and packaging system: Select appropriate packaging materials and forms based on different product needs and market positioning, such as PET plastic bottles, glass bottles, Tetra Pak bags, cans, etc.
8. Advantages of Mango Juice Production Line
-Highly automated: The mango juice processing production line has achieved full process automation from mango raw material processing to finished product packaging, reducing manual intervention.
-Good hygiene conditions: The parts in contact with mangoes and fruit juice are made of food grade stainless steel, which meets the hygiene standards of food processing. The equipment is easy to clean and disinfect, effectively preventing microbial contamination and ensuring the food safety of mango juice, allowing consumers to drink with confidence.
-Energy conservation and environmental protection: Advanced design concepts and optimized process flow enable the production line to consume less energy during operation, reduce production costs, minimize environmental impact, and meet the requirements of modern enterprise sustainable development.
-Powerful flexibility: In addition to being suitable for producing mango juice, by adjusting some equipment and process parameters, it can also be used to process various fruit and vegetable juice products, such as pineapple juice, apple juice, orange juice, etc., achieving the multifunctionality of equipment, improving equipment utilization and investment return, and providing convenience for enterprises to expand product categories.
Application scenarios of mango juice processing
-Catering supply chain: customized production of pure mango juice for tea houses
-Supermarket Retail: Developing NFC Non Concentrated Juice Series
-Cross border trade: sterile Tetra Pak export solution that meets European and American standards
-Upgrading of Featured Products: Creating a Regional Featured Mango Deep Processing Industry Chain
Shanghai Beyond Machinery Co., Ltd. not only provides equipment, but also offers full industry chain solutions from factory planning, process design to marketing. If you want to learn more, you can leave a message anytime.
7/11, 2025

Prospects and advantages of ultra-high pressure HPP
High Pressure Processing (HPP) technology is a non thermal processing technique that uses extremely high pressure to inactivate pathogens and destroy microorganisms in food, while preserving the nutritional quality and flavor of the food. This technology is gradually emerging in the field of food processing, especially with broad application prospects in multiple areas such as juice and meat preservation. The advantages of HPP technology include effective sterilization while retaining nutrients and quality, wide applicability, and extended shelf life of food.
The research results of HPP technology in terms of sterilization mechanism and quality maintenance show that through systematic research, the team has elucidated the sterilization mechanism of ultra-high pressure technology, optimized key technical parameters, and further developed the "HPP Plus" technology, combined with membrane technology, inert gas, etc., significantly improving the sterilization effect and food quality. HPP technology can not only maintain the original flavor of food, but also effectively extend the shelf life and reduce the loss of nutrients. ”This technology has broad application prospects in various fields such as fruit and vegetable processing, meat preservation, etc., and is expected to promote the upgrading and innovation of the food industry.
The application scope of HPP technology is wide, and it can be applied to various types of food, including meat, fish, vegetables, fruit products, dairy products, etc. in addition to the mentioned fruit juice. It can adjust the pressure and processing time appropriately according to the characteristics of different foods to achieve the best sterilization effect and quality preservation effect. By effectively killing microorganisms, the shelf life of food can be significantly extended, reducing the risk of spoilage and deterioration during storage and transportation. This is of great significance for the commercial circulation and sales of food, as it can reduce food loss and improve economic efficiency.
The application of HPP technology in the pre packaged food market provides new ideas and methods for solving the problems of quality maintenance and safety control in pre packaged food. HPP technology uses pressure rather than temperature for sterilization, effectively maintaining the color, aroma, and nutritional content of food while extending its shelf life. Liao Xiaojun pointed out: "The application of non thermal processing technologies for food, such as ultra-high pressure non thermal processing technology (HPP), in the field of pre made vegetables is of great significance. ”The application of HPP technology can not only improve food safety levels, but also meet consumers' demand for green and healthy food. With the deepening of consumers' understanding of pre packaged meals and the continuous maturity of technology, the pre packaged food industry is expected to achieve healthy and sustainable development. The application of non thermal processing technology in the pre packaged food industry provides new ideas and methods for solving food safety and quality issues in the pre packaged food industry.
Shanghai Beyond Machinery provides customized services for HPP equipment, including design, manufacturing, installation, and commissioning according to customer needs. We welcome customers with requirements to contact us.
7/9, 2025

The Application of Membrane Filtration in Dairy Processing: A Technological Breakthrough by Shanghai Beyond Machinery
In the realm of dairy processing, the quest for efficient and effective methods to separate, purify, and concentrate fluid components has led to the widespread adoption of membrane filtration technology. As a leading manufacturer of dairy processing equipment, Shanghai Beyond Machinery is at the forefront of integrating this innovative technology into dairy production lines, offering solutions that enhance efficiency, maintain product quality, and promote sustainability.
Understanding Membrane Filtration Technology
Membrane filtration technology is a physical separation method that leverages pressure as the driving force. It operates on the principle of selective permeability, where the membrane allows certain components to pass through while retaining others based on size, charge, or other physical properties. This selective barrier enables the separation, purification, and concentration of fluid components without inducing chemical changes, making it an ideal process for preserving the natural characteristics of dairy products.
Advantages of Membrane Filtration in Dairy Processing
Energy Efficiency
One of the standout benefits of membrane filtration is its energy efficiency. Unlike thermal processes that require significant energy input, membrane filtration operates at ambient or low temperatures. This not only reduces energy consumption but also preserves the nutritional and sensory qualities of dairy products, which can be compromised at higher temperatures.
Selectivity and Precision
The selective nature of membrane filtration allows for precise control over the separation process. Dairy processors can tailor the membrane's pore size and properties to achieve specific separation goals, whether it's removing bacteria and microorganisms, concentrating proteins, or fractionating milk components. This precision ensures consistent product quality and meets the stringent standards required in the dairy industry.
Versatility and Adaptability
Membrane filtration technology is highly versatile, accommodating a wide range of dairy products and processing needs. From raw milk to cheese production, and from whey processing to the production of dairy-based beverages, membrane filtration can be integrated into various stages of the dairy processing workflow. Its adaptability makes it a valuable tool for processors looking to optimize their operations and expand their product portfolios.
Cost-Effectiveness and Sustainability
The long-term cost savings associated with membrane filtration are significant. While the initial investment in membrane systems may be higher than traditional methods, the operational benefits often outweigh the costs. Reduced energy consumption, lower waste production, and extended product shelf life contribute to a favorable return on investment. Moreover, membrane filtration aligns with sustainability goals by minimizing the use of chemicals and reducing the environmental footprint of dairy processing.
Shanghai Beyond Machinery's Commitment to Innovation
Shanghai Beyond Machinery is dedicated to advancing dairy processing through cutting-edge technology. By incorporating membrane filtration into our production lines, we offer dairy processors a reliable and efficient solution that enhances product quality and production efficiency. Our membrane filtration systems are designed with the latest advancements in mind, ensuring optimal performance and ease of use.
Conclusion
The application of membrane filtration technology in dairy processing represents a significant leap forward in the industry. It offers a sustainable, energy-efficient, and precise method for achieving high-quality dairy products. As dairy processors continue to seek innovative ways to improve their operations, membrane filtration stands out as a technology that delivers on multiple fronts. With Shanghai Beyond Machinery leading the charge, the future of dairy processing is poised for even greater advancements and efficiencies.
7/1, 2025

Shanghai Beyond Machinery Showcases Dairy and Fruit Processing Innovations at 2025 Ethiopia Agrofood Plastpack
Shanghai Beyond Machinery, a leading manufacturer of dairy and fruit processing equipment, is excited to participate in the 2025 Ethiopia Agrofood Plastpack, taking place from June 19 to 21 at the Millennium Hall in Addis Ababa. This event is a premier gathering for professionals in Ethiopia’s agrofood and plastprintpack sectors, offering a platform to explore cutting-edge products and solutions.
Ethiopia’s Growing Dairy and Fruit Processing Equipment Market
Ethiopia’s dairy processing equipment market is on an upward trajectory, driven by the modernization and expansion of the country’s dairy industry. The market is expected to grow as demand for processed dairy products rises, particularly in urban areas. However, challenges such as the high cost of specialized equipment and limited access to financing options for small-scale processors still exist. Despite these hurdles, the Ethiopian government is actively promoting the growth of the dairy processing equipment market through policies aimed at attracting investment in local manufacturing and improving the supply chain for dairy equipment.
Opportunities in the Ethiopian Market
The 2025 Ethiopia Agrofood Plastpack presents an ideal opportunity for companies like Shanghai Beyond Machinery to showcase their advanced dairy and fruit processing equipment. With over 120 leading exhibitors from 14 countries, the event offers a unique chance to connect with high-quality visitors from Ethiopia and beyond. The active participation of Ethiopian government ministries and industry associations further enhances the value of this event.
Shanghai Beyond Machinery’s Offerings
At the 2025 Ethiopia Agrofood Plastpack, Shanghai Beyond Machinery will be highlighting its latest innovations in dairy and fruit processing equipment. These include advanced machines for milk and juice production lines, as well as specialized equipment for plant-based milk production. These solutions are designed to meet the growing demand for high-quality, sustainable, and diverse beverage options in the Ethiopian market.
Conclusion
The 2025 Ethiopia Agrofood Plastpack is set to be a landmark event for the agrofood and plastprintpack industries in Ethiopia. It offers a valuable opportunity for companies like Shanghai Beyond Machinery to showcase their latest innovations and connect with key industry players. As Ethiopia’s dairy and fruit processing equipment market continues to grow, events like this play a crucial role in fostering innovation, collaboration, and growth.
6/20, 2025