Against the backdrop of rapid iteration in the dairy industry, pilot production lines serve as a vital link between laboratory R&D and commercial mass production, undertaking key tasks including process verification, formula optimization and parameter scale-up. With over two decades of expertise in food processing equipment, Shanghai Beyond Machinery Co., Ltd. has developed intelligent, modular and high-precision dairy pilot lines backed by profound technological accumulation and innovation capabilities. Our cutting-edge technologies address prevailing industry challenges. We deliver full-turnkey customized solutions for dairy manufacturers, university research institutions and medical food enterprises, acting as a powerful driver for the commercialization of dairy innovations.

I. Tailored for Pilot Production with Flexible & Efficient Modular Design
Our dairy pilot lines are engineered to meet core pilot production requirements. Adopting an integrated modular structure with a production capacity ranging from 50 L/h to 500 L/h, they are well-suited for new product development, process validation and small-batch trial production, striking an ideal balance between flexibility and functional completeness.
1. Full-process Production Flow, 1:1 Replication of Commercial Manufacturing
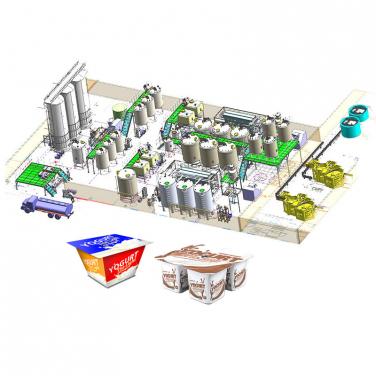
The pilot line fully replicates the complete workflow of industrial dairy production, covering core procedures: raw material inspection → milk clarification → standardization → blending → homogenization → sterilization → fermentation → cooling → filling → post-processing. It supports the pilot production of a wide range of dairy products such as liquid milk, yogurt, fermented milk, milk powder and cheese. The highly consistent data between pilot tests and mass production greatly shortens the commissioning cycle for commercial production.
2. Modular Combination for Independent and Linked Operation
Key standalone units including UHT sterilizers, high-pressure homogenizers, intelligent fermentation tanks and spray dryers are designed as individual modules. They can operate in tandem to simulate the full production process, or be started and stopped independently to facilitate targeted tests on single process parameters and small-scale formula trials. This design effectively cuts down raw material consumption and overall R&D costs.
3. Compact Layout for Diverse Application Scenarios
Featuring a compact hygienic design, the entire line fits well in laboratories, pilot workshops and university teaching facilities with optimal space utilization and easy operation. Complying with GMP food hygiene standards, all internal and external surfaces of the equipment are finely polished with no dead corners for effortless cleaning, eliminating cross-contamination risks.
II. Breakthrough Core Technologies to Build Core Competitiveness
Upholding the philosophy of "designing equipment based on production processes", Beyond Machinery delivers standalone units with performance indicators exceeding industrial benchmarks. Integrated with state-of-the-art technologies including intelligent control, low-temperature sterilization, precision fermentation and high-efficiency drying, our pilot lines achieve high precision, stability and productivity throughout the production process.
1. HPP Ultra-high Pressure Cold Sterilization for Freshness & Nutrition Retention
Conventional thermal sterilization tends to damage heat-sensitive nutrients in dairy products such as vitamins, active proteins and probiotics, impairing flavor and nutritional value. Equipped with 570MPa HPP ultra-high pressure cold sterilization units, our pilot lines achieve effective sterilization at ambient temperature without heating. The retention rate of vitamins rises from 85% with traditional thermal sterilization to 98%. The natural flavor and active ingredients of dairy products are fully preserved, requiring no artificial preservatives and enabling the development of premium healthy dairy products.
The equipment can run continuously and stably for 16 hours for double shifts, far exceeding the industrial standard of 8 hours. Its Overall Equipment Effectiveness (OEE) is improved by 30%, while downtime for maintenance is reduced by 40%, ensuring uninterrupted and stable pilot production.
2. Intelligent Fermentation Control System for Consistent Batch Quality
Fermentation is a core process for yogurt and fermented milk. Traditional equipment relies heavily on manual experience, resulting in large batch-to-batch deviations of ±15% and inconsistent product quality and flavor. Our intelligent bioreactors are integrated with real-time monitoring systems for dissolved oxygen (DO), pH value, temperature and pressure, along with automatic feeding and precise temperature control modules to realize fully automatic closed-loop fermentation control.
This system limits batch-to-batch variation in fermentation efficiency to ±5%. It accurately replicates fermentation parameters to guarantee uniform quality across pilot batches, providing reliable data support for commercial scale-up. It is particularly ideal for high-precision scenarios such as probiotic fermentation and medical food production.
3. High-efficiency Homogenization & Heat Recovery for Energy Saving & Quality Improvement
- Two-stage High-pressure Homogenizer: Adopting two-stage homogenization at 150–200 bar, it refines milk fat globules to 0.2–2 μm. This significantly enhances the texture and stability of dairy products, preventing fat floating and protein sedimentation. It is perfectly applicable to the pilot production of premium yogurt, cream and functional dairy products.
- UHT Instant Sterilization & Waste Heat Recovery: Fitted with plate-type UHT instant ultra-high temperature sterilizers, the system achieves sterilization at 135–150 °C within 3–5 seconds, minimizing nutrient loss while eliminating harmful microorganisms. Matched with a high-efficiency heat recovery system with a heat recovery rate of over 90%, it drastically cuts energy consumption and aligns with the concept of green production.
4. Intelligent Spray Drying System for Precise Milk Powder Quality Control
For the pilot production of dried dairy products such as milk powder and protein powder, our integrated spray drying system combines drying tower and fluidized bed. Compared with conventional single-tower dryers, it boosts thermal efficiency by 20% and reduces energy consumption.
Equipped with intelligent feeding control and precise temperature regulation, the system controls the moisture content of finished milk powder within a tolerance of ±0.5%. It effectively solves common industry problems including caking, wall adhesion and scorching. The produced milk powder features uniform particle size, excellent solubility and stable color, fully meeting the strict quality control requirements for pilot powder production.
5. Fully Automatic CIP/SIP System for Assured Hygiene
The entire line is equipped with fully automatic Clean-in-Place (CIP) and Sterilize-in-Place (SIP) systems, which enable automatic cleaning, disinfection and sterilization of internal pipelines, tanks and valves. Temperature, concentration and duration are automatically regulated to ensure thorough cleaning and sterilization without dead zones. It eliminates instability caused by manual operation, ensures dairy safety and complies with food-grade hygiene regulations.

III. Dual-driven Intelligence & Customization to Empower Customers End-to-end
1. Intelligent Central Control for Data-driven Precise Management
The whole line is equipped with a PLC intelligent central control system and high-definition touch screens, supporting one-touch start/stop for all processes, real-time parameter monitoring, automatic data recording and fault early warning. Production parameters can be saved and retrieved for one-click replication of mature formulas. Exportable data facilitates R&D record-keeping and product traceability, realizing the transformation from experience-based operation to data-driven management.
2. Full-process Customization to Diverse Demands
Beyond Machinery boasts a professional technical team of over 90 members led by doctors and masters, holding more than 350 patents. We have participated in national key R&D programs of the 14th Five-Year Plan, focusing on the integration of dairy process R&D and equipment design. Based on customers’ product types, capacity requirements, site conditions and budgets, we deliver full turnkey services covering process package design, customized equipment manufacturing, assembly, installation & commissioning, personnel training and after-sales maintenance, ensuring the pilot line fully matches actual operational needs.
3. Efficient After-sales Service for Comprehensive Support
We adopt a dual-base layout with the headquarters in Shanghai for R&D and sales, and a 100,000 m² manufacturing base in Xuzhou, Jiangsu. A highly responsive service network has been established. Our field engineers travel an average of 150,000 kilometers annually and provide 24/7 rapid response. We offer full lifecycle services including equipment installation, commissioning, operational training, routine maintenance and troubleshooting to guarantee stable operation of the pilot line and support customers in efficient R&D and trial production.
IV. Core Values: Accelerate Innovation and Reduce Trial-and-error Costs
Featuring flexible modular design, advanced core technologies, intelligent precision control and full-process customized services, our dairy pilot lines deliver remarkable value to customers:
1. Lower R&D costs: The low-capacity design reduces raw material consumption, and independent modular operation avoids unnecessary energy waste, greatly cutting costs incurred in new product R&D and trials.
2. Shorter R&D cycles: The 1:1 replication of commercial production enables direct scale-up from pilot data to mass production, shortening the commissioning cycle for new products by 60% and helping clients seize market opportunities quickly.
3. Superior product quality: Technologies including cold sterilization, precision fermentation and high-efficiency drying support the development of differentiated dairy products with high nutrition, stability and taste, strengthening market competitiveness.
4. Wide application scope: Suitable for enterprise R&D, university teaching, institutional pilot tests and medical food verification, one set of equipment fulfills multiple demands with high cost performance.
Conclusion
Amid the innovation and upgrading of the dairy industry, the intelligent dairy pilot lines developed by Shanghai Beyond Machinery, centered on technological innovation and customer demands, are not merely production equipment. They serve as an essential tool for dairy innovation, a reliable bridge for process scale-up and a solid guarantee for quality improvement. Going forward, Beyond Machinery will continue to invest in technological R&D and optimize product performance. With superior equipment and services, we will facilitate the high-quality development of China’s dairy industry and jointly create a promising future for the sector.