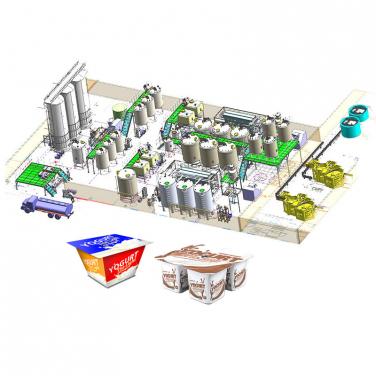
1. Raw material receiving and storage
• Raw milk cooling tank: used to quickly cool the raw milk just collected to maintain its freshness.
• Refrigerated storage tank: long-term storage of cooled raw milk to ensure stable temperature.
• Filters and centrifuges: remove impurities and fat globules to improve milk purity.
2. Pretreatment
• Standardization equipment: adjust the fat content and other components in milk.
• Homogenizer: use high pressure to evenly distribute fat globules to prevent stratification.
• Pasteurizer: gently heat and sterilize milk to retain more nutrients.
3. Main processing equipment
• Ultra-high temperature instant sterilization (UHT) equipment: instant high temperature sterilization to extend shelf life.
• Fermentation tank: used to make fermented dairy products such as yogurt, providing a suitable fermentation environment.
• Concentration equipment: such as evaporators, used to reduce water content and increase concentration.
4. Packaging equipment
• Aseptic filling machine: fills the processed milk into the packaging container under aseptic conditions.
• Sealing machine: seals the packaging container to ensure the safety and shelf life of the product.
• Labeling machine: adds labels to the packaging, marking brand information, production date, etc.
5. Quality control
• Laboratory testing instruments: such as microbiological detectors, chemical analyzers, etc., to ensure that product quality meets standards.
• Online monitoring system: real-time monitoring of key parameters in the production process, such as temperature, pH value, etc.
6. Cleaning and maintenance
• CIP (cleaning in place) system: automatically cleans the internal pipes and contact surfaces of production equipment to ensure hygiene standards.
• UV sterilizer: installed in key locations, using ultraviolet light to kill bacteria and other harmful microorganisms.
7. Auxiliary facilities
• Compressed air system: provides power source for certain equipment.
• Refrigeration unit: provides cold capacity support for cooling and refrigeration equipment.
• Wastewater treatment system: treats wastewater generated during the production process to ensure environmentally friendly discharge.
8. Automation control system
• PLC control system: realizes automated operation of the production line to improve efficiency and accuracy.
•SCADA system: remotely monitor and manage the entire production process.

Key equipment introduction
Dairy blending equipment plays a crucial role in dairy processing, ensuring even distribution of ingredients in milk and its derivatives such as yogurt, cream, cheese, etc. This type of equipment not only improves production efficiency, but also ensures product quality and consistency. The following is a detailed description of dairy mixing equipment:
1. Main types
According to different application requirements and technical characteristics, dairy mixing equipment can be divided into the following categories:
Horizontal Screw Blender:
Applicable materials: powder and granular materials, such as milk powder, lactose, etc.
Working principle: The material is pushed from one end to the other through a rotating screw, while achieving rolling and shearing effects to fully mix the material.
Vertical Mixer:
Applicable materials: Mixing of liquids and solids, such as mixing concentrated milk with stabilizers.
Working principle: Using a vertically installed mixing shaft, the rapid rotation of the blades creates strong turbulence in the container, achieving efficient mixing.
Cone Screw Blender:
Applicable materials: powders and fine particulate materials, such as milk powder, whey powder, etc.
Working principle: The conical hopper and double helix design can achieve uniform mixing of materials in a short period of time, especially suitable for products with high-precision requirements.
3D Motion Blender:
Applicable materials: dairy products that require high-precision mixing, such as special formula milk powder.
Working principle: Through the composite motion in three directions, the material forms a complex flow path inside the container, thereby achieving more uniform mixing.
Fluidized Bed Blender:
Applicable materials: Heat sensitive materials, such as certain functional dairy products.
Working principle: By blowing animal materials with gas to form a fluidized state, mild and uniform mixing is carried out during this process to avoid damage to heat sensitive components.
2. Key characteristics
The key characteristics of dairy mixing equipment include:
Efficient and uniform: Ensure that various components are evenly distributed in the shortest possible time, improving production efficiency.
• Health and safety: Equipment materials are usually made of food grade stainless steel, which is easy to clean and disinfect and meets strict hygiene standards.
• Automation control: Modern hybrid equipment is often equipped with PLC control systems, which can achieve precise time and speed control, ensuring consistent quality of each batch of products.
• Multifunctionality: Some devices can adapt to multiple materials and formulas to meet the production needs of different products.
3. Application scenarios
Dairy mixing equipment is widely used in the following areas:
Milk powder production: used to mix various ingredients such as skim milk powder, lactose, vitamins, etc. evenly to ensure nutritional balance.
Yogurt manufacturing: Mix fermentation bacteria, sweeteners, fruit granules and other ingredients evenly to enhance taste and flavor.
• Cheese processing: Used in the cheese making process to mix milk, salt, and other additives to ensure consistency in quality and taste.
Liquid milk processing: Before pasteurization or UHT treatment, various additives are thoroughly mixed with milk to ensure stable product quality.
4. Maintenance and upkeep
In order to ensure the long-term stable operation and efficient performance of dairy mixing equipment, daily maintenance and regular upkeep are crucial:
• Cleaning and hygiene: Residual materials should be promptly cleaned after each use to prevent clumping or deterioration, which may affect the mixing effect for the next time.
Lubrication inspection: Regularly inspect the transmission components of the equipment, such as bearings, gears, etc., add an appropriate amount of lubricating oil to reduce wear.
Sealing inspection: Ensure that all seals are intact and prevent material leakage or external impurities from entering.
Electrical system: Regularly inspect electrical components such as motors and control systems to ensure their normal operation and avoid safety hazards.
Calibration testing: Regularly calibrate parameters such as mixing time and speed to ensure that the equipment is always in optimal working condition.

Dairy buffering equipment
Dairy buffering equipment plays a crucial role in the processing of dairy products, especially in temporarily storing and regulating material flow in production lines. This type of equipment ensures the continuity and stability of the production process, avoiding production interruptions or quality issues caused by changes in upstream or downstream processes. The following is a detailed description of dairy buffering equipment:
1. Main types
According to different application requirements and technical characteristics, dairy buffering equipment can be divided into the following categories:
Buffer Tanks:
Applicable scenarios: Suitable for temporary storage of liquid materials such as milk, yogurt base, cream, etc.
Working principle: Store a certain amount of material in a large capacity storage tank and adjust the flow difference between upstream and downstream processes. Buffer tanks are usually equipped with stirring devices to prevent material sedimentation or stratification.
Online Buffer Systems:
Applicable scenarios: Suitable for continuous production lines, such as between processes such as pasteurization, UHT treatment, filling, etc.
Working principle: Automatic material switching and flow regulation are achieved through pipeline and valve systems to ensure the smooth operation of the production line. This type of system is usually integrated with automation control systems and can adjust buffer capacity in real-time according to actual needs.
Mobile Buffer Stations:
Applicable scenarios: Suitable for production environments that require flexible deployment, such as small factories or temporary production lines.
Working principle: Adopting movable small buffering equipment, it is convenient to move between different workstations to meet the changing production needs. These types of devices typically have independent operating systems and control panels.
Static Mixers:
Applicable scenarios: Suitable for materials that require slight mixing, such as liquid milk with added stabilizers or pigments.
Working principle: By fixing a special structure inside the pipeline, uniform mixing is achieved during material flow, while also providing a certain buffering effect to reduce pressure fluctuations.
2. Key characteristics
The key characteristics of dairy buffering equipment include:
Flow regulation: It can store a large amount of materials in a short period of time, regulate the flow difference between upstream and downstream processes, and ensure the continuity of the production process.
• Temperature control: Some buffering devices are equipped with heating or cooling systems to ensure that materials maintain a suitable temperature during storage and prevent quality changes.
• Health and safety: Equipment materials are usually made of food grade stainless steel, which is easy to clean and disinfect and meets strict hygiene standards.
• Automation control: Modern buffering equipment is often equipped with PLC control systems, which can achieve precise liquid level monitoring and flow control, ensuring consistent quality of each batch of products.
• Multifunctionality: Some devices can adapt to multiple materials and formulas to meet the production needs of different products.
3. Application scenarios
Dairy buffering equipment is widely used in the following areas:
Liquid milk production: used to regulate material flow before and after pasteurization or UHT treatment to ensure smooth operation of the production line.
Yogurt manufacturing: During the material transportation process before and after fermentation, it plays a buffering and flow regulation role to avoid affecting the fermentation effect.
Cheese processing: Used for storing and regulating materials between ingredient mixing and shaping processes to ensure the continuity of the production process.
Ice cream production: It plays a buffering and flow regulating role between raw material mixing and freezing processes, ensuring consistency in product quality.
4. Maintenance and upkeep
In order to ensure the long-term stable operation and efficient performance of dairy buffering equipment, daily maintenance and regular upkeep are crucial:
• Cleanliness: Residual materials should be promptly cleaned after each use to prevent clumping or spoilage, which may affect the next production.
Lubrication inspection: Regularly inspect the transmission components of the equipment, such as mixing shafts, gears, etc., add an appropriate amount of lubricating oil to reduce wear.
Sealing inspection: Ensure that all seals are intact and prevent material leakage or external impurities from entering.
Electrical system: Regularly inspect electrical components such as motors and control systems to ensure their normal operation and avoid safety hazards.
Calibration testing: Regularly calibrate parameters such as liquid level sensors and flow meters to ensure that the equipment is always in optimal working condition.
Dairy Separation Equipment
Dairy Separation Equipment plays a crucial role in dairy processing, mainly used to separate different components such as fat, protein, lactose, etc. from milk or other dairy products. These devices not only improve product quality, but also optimize the production process, ensuring the stability and consistency of the final product. The following is a detailed description of dairy product separation equipment:
1. Main types
According to different separation principles and technical characteristics, dairy separation equipment can be divided into the following categories:
Centrifugal separator:
• Applicable scenarios: Widely used for the separation of skim milk, cream, casein, etc.
Working principle: Using centrifugal force generated by high-speed rotation to separate liquid or solid components with different densities. Common centrifugal separators include disc centrifuges and tube centrifuges.
Disc Stack Centrifuge: Suitable for large-scale continuous production, increasing separation area and improving separation efficiency through multiple conical discs.
Tubular Bowl Centrifuge: Suitable for the separation of small batches or special materials, with a simple structure and easy operation.
Membrane Filtration System:
Applicable scenarios: Used for ultrafiltration, microfiltration, nanofiltration and other processes to separate whey protein, lactose and other components.
Working principle: By utilizing the selective permeation properties of semi permeable membranes, substances of different molecular weights are separated. Common membrane separation technologies include:
Ultrafiltration (UF): used for concentrating and clarifying dairy products to remove large molecular impurities.
Microfiltration (MF): used to remove bacteria and particulate matter, extending product shelf life.
Nanofiltration (NF): used to regulate the mineral and salt content in dairy products.
• Evaporator:
Applicable scenarios: Used for concentrating liquid milk, whey, etc., reducing moisture content.
Working principle: By heating, water evaporates, thereby increasing the concentration of dairy products. Common types of evaporators include:
Multiple Effect Evaporator: By connecting multiple evaporators in series, it fully utilizes steam heat energy and improves energy utilization efficiency.
Vacuum Evaporator: Evaporates in a low-pressure environment to lower the boiling point and avoid the influence of high temperature on thermosensitive components.
• Settling Tank:
Applicable scenarios: Used for preliminary separation of heavier solid particles, such as impurities in colostrum.
Working principle: By gravity settling, denser particles settle to the bottom of the container, and the upper clear liquid is collected for subsequent processing.
2. Key characteristics
The key characteristics of dairy separation equipment include:
Efficient Separation: Able to achieve precise separation of multiple components in a short period of time, improving production efficiency.
• Health and safety: Equipment materials are usually made of food grade stainless steel, which is easy to clean and disinfect and meets strict hygiene standards.
• Automation control: Modern separation equipment is often equipped with PLC control systems, which can achieve precise control of operating parameters and ensure consistent quality of each batch of products.
• Multifunctionality: Some devices can adapt to multiple materials and formulas to meet the production needs of different products.
Energy saving and efficient: Adopting advanced separation technology and processes to reduce energy consumption and improve resource utilization.
3. Application scenarios
Dairy separation equipment is widely used in the following areas:
• Skimmed milk production: Separate the fat in milk through a centrifuge to prepare skim milk or low-fat milk.
• Cream making: Concentrate the fat in milk into cream, which is used to make high-fat dairy products such as butter and ice cream.
Whey processing: Extracting whey protein through membrane separation technology for the production of functional foods and health supplements.
Cheese processing: During the cheese making process, casein and other components are separated to ensure the texture and flavor of the cheese.
Dairy product concentration: By using evaporation concentration equipment to reduce the moisture in dairy products, concentrated dairy products such as condensed milk and formula milk are prepared.
4. Maintenance and upkeep: In order to ensure the long-term stable operation and efficient performance of dairy separation equipment, daily and regular maintenance are crucial:
• Cleanliness: After each use, residual materials should be promptly cleaned to prevent clumping or deterioration, which may affect the separation effect next time.
Lubrication inspection: Regularly inspect the transmission components of the equipment, such as bearings, gears, etc., add an appropriate amount of lubricating oil to reduce wear.
Sealing inspection: Ensure that all seals are intact and prevent material leakage or external impurities from entering.
Electrical system: Regularly inspect electrical components such as motors and control systems to ensure their normal operation and avoid safety hazards.
Calibration testing: Regularly calibrate parameters such as sensors and flow meters to ensure that the equipment is always in optimal working condition.
Special note: For milk processing plants of different sizes and types, the specific configuration may be different. Small farms or family workshops may not need a full set of equipment, while large industrial production enterprises require a more comprehensive and efficient combination of equipment.
Shanghai Beyond Machinery Co., Ltd.
Beyond Machinery specializes in the design and manufacturing of dairy equipments.Please contact us now, and ourprofessional technical engineers will customize the equipment plan for dairy production line and provide a quotation.Please contact us now to obtain the latest equipment plan and quotation.